
Bezpłatne szkolenie online: triflex & dry-tech. Rozwiązania ESD i Cleanroom
ESD i cleanroom to środowiska, w których liczy się pełna kontrola ryzyka: od ładunków elektrostatycznych po czystość procesu i powtarzalność pracy.
Podczas bezpłatnego szkolenia online pokażemy, jak podejść do doboru rozwiązań triflex® i dry-tech® pod aplikacje ESD i cleanroom. Omówimy typowe scenariusze zastosowań, kryteria doboru, najczęstsze błędy projektowe oraz to, na co zwrócić uwagę, żeby od początku zbudować rozwiązanie zgodne z wymaganiami środowiska i niezawodne w eksploatacji.
Zarejestruj się i w środę, 29 lipca 2026 r. o godz. 11:00, dołącz do webinaru – udział jest bezpłatny.
Szkolenie poprowadzą: Jakub Lachowski i Michał Sędrowski
Dokładność elementu produkowanego w druku 3D zależy od odpowiedniej metody i jakości drukarki. Ważną rolę odgrywają również zastosowany filament i jakość danych CAD. Sprawdzamy, jakie są tolerancje wymiarowe w druku 3D.
Tolerancje wymiarowe w druku 3D – podstawowe informacje
W porównaniu z procesami formowania wtryskowego lub cięcia możliwe odchylenia w druku 3D są większe. Przy formowaniu wtryskowym tworzyw sztucznych możliwe są tolerancje w zakresie dziesiątych, w obróbce metalu można pracować w zakresie setnych. Generalnie, w większości procesów tolerancja odchylenia wynosi co najmniej 0,1 mm. Niezwykle ważną rolę, odgrywają tu również zastosowany filament i jakość danych CAD.
Częste nieporozumienia wynikają z pomieszania terminów „rozdzielczość” i „tolerancja”. Rozdzielczość drukarki Polyjet, wynosząca zaledwie 15 μm, nie oznacza, że tolerancja jest równie niska. Tutaj musisz się dokładnie zapoznać z różnymi warunkami.
Konwersja formatu pliku z STP do STL
Do przetwarzania w druku 3D musisz mieć dostępny odpowiedni plik STL. Możesz go utworzyć bezpośrednio w programie CAD lub przekonwertować z istniejącego pliku CAD.
Konwersja danych STP na STL może jednak powodować niedokładności w zakresie setnych części. Wynika to z różnych rodzajów mapowania powierzchni.
Format STP wykorzystuje algorytm danych, który przedstawia dane bardziej szczegółowo niż format STL. Wynika to z przekształcenia powierzchni w rodzaj siatki trójkątów, co upraszcza przedstawienie kształtu w formacie STL. Dlatego im niższa rozdzielczość, tym większe odchylenia. Gdy mamy do czynienia z większą rozdzielczością, tym większe stają się dane, w wyniku czego mogą one zostać nieprawidłowo przetworzone.
Jeśli dopiero rozpoczynasz pracę z drukiem 3D, powinieneś zasięgnąć rady u specjalisty. Wielu dostawców druku 3D oferuje odpowiednie usługi i pomaga w tworzeniu lub konwersji danych CAD.
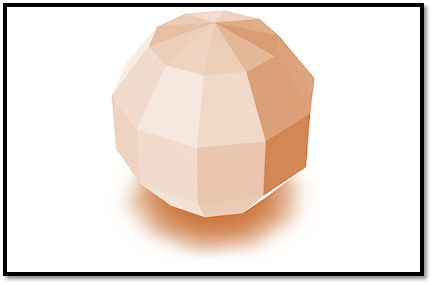
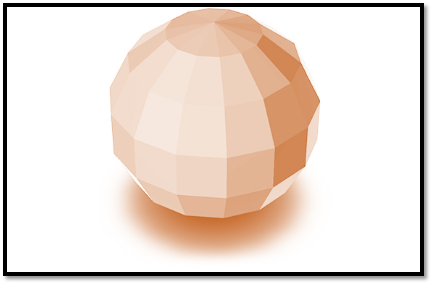
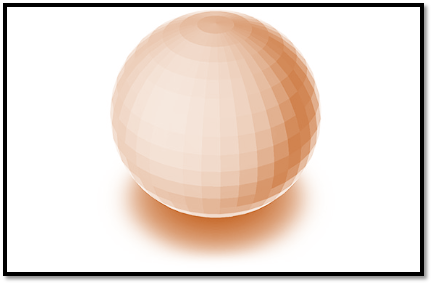
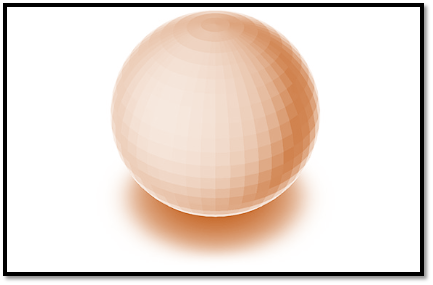
Diagramy pokazują konwersję z STP do STL z góry na dół wraz ze wzrostem rozdzielczości. Rozdzielczość należy wybrać w zależności od złożoności i wielkości komponentu. W tym przykładzie dwie średnie rozdzielczości byłyby wystarczające do wydrukowania tego komponentu.
Odchylenia wymiarowe w różnych procesach drukowania
- 3D SLA (stereolitografia): ± 0,2% (z dolną granicą ± 0,2 mm)
- Stereolitografia (SLA włącznie z DLP), wraz z technologią PolyJet, to najdokładniejsze metody druku 3D. Średnica lasera wynosi zwykle od 100 do 150 µm. W porównaniu z procesem FDM jest to znacznie mniej.
- Jest tu mniejsza tolerancja, a powierzchnię elementu można optymalnie wydrukować.
- Modelowanie MultiJet / Polyjet: ± 0,1 – 0,2% (z dolną granicą ± 0,1 – 0,2 mm)
- Proces PolyJet wykorzystuje promieniowanie UV i, w przeciwieństwie do obróbki cieplnej, występują w nim bardzo niskie wartości tolerancji. Technologia ta jest zalecana w przypadku elementów, które są bardzo delikatne lub mają cienkie ściany, ponieważ proces UV oznacza mniejsze naprężenia i kurczenie się materiału.
- FDM: (Fused Deposition Modeling) / FFF (Fused Filament Fabrication: ± 0,2% (z dolną granicą ± 0,2 mm)
- Proces FDM jest najtrudniejszym ze zwykłych procesów drukowania 3D, przy czym rozmiar dyszy wynosi zwykle 0,4 mm, a wynikowa minimalna grubość ścianki wynosi 0,8 – 1 mm. Skurczu materiału odgrywa tu znaczącą rolę i wpływa na osiągalną dokładność.
- Powierzchnie są zazwyczaj bardziej szorstkie niż w przypadku innych metod, a struktura warstwy jest wyraźnie rozpoznawalna.
Tolerancje wymiarowe w projekcie i orientacja druku 3D
W zależności od orientacji elementu podczas drukowania na powierzchni uzyskuje się różne wyniki. W zależności od procesu drukowania ma to mniejszy lub większy wpływ na jakość gotowego elementu. Dlatego przy orientowaniu wydruku należy wziąć pod uwagę, czy istnieją pewne funkcjonalne powierzchnie dla komponentu, dla których gładka powierzchna jest ważniejsza niż pozostałe powierzchnie. W związku z tym, już podczas projektowania elementu należy zwrócić uwagę na funkcję poszczególnych powierzchni elementu.
Tolerancje wymiarowe przetwarzania końcowego
Nawet w przypadku drukowania 3D, w zależności od wymagań dotyczących gotowego elementu, konieczna jest pewna obróbka wydrukowanych elementów. Na przykład konstrukcje wsporcze należy usunąć ręcznie.
Części są również piaskowane lub szlifowane powierzchniowo przy użyciu różnych procesów, zgodnie z wymaganiami.
Ręczne szlifowanie może być również konieczne w celu uzyskania optymalnego rezultatu. Możliwe jest również późniejsze zabarwienie gotowego elementu.


