
Bezpłatne szkolenie online: triflex & dry-tech. Rozwiązania ESD i Cleanroom
ESD i cleanroom to środowiska, w których liczy się pełna kontrola ryzyka: od ładunków elektrostatycznych po czystość procesu i powtarzalność pracy.
Podczas bezpłatnego szkolenia online pokażemy, jak podejść do doboru rozwiązań triflex® i dry-tech® pod aplikacje ESD i cleanroom. Omówimy typowe scenariusze zastosowań, kryteria doboru, najczęstsze błędy projektowe oraz to, na co zwrócić uwagę, żeby od początku zbudować rozwiązanie zgodne z wymaganiami środowiska i niezawodne w eksploatacji.
Zarejestruj się i w środę, 29 lipca 2026 r. o godz. 11:00, dołącz do webinaru – udział jest bezpłatny.
Szkolenie poprowadzą: Jakub Lachowski i Michał Sędrowski
Tarcie, które powstaje podczas pracy maszyn, generuje również powstawanie wyładowań elektrostatycznych. Są one niezwykle niebezpieczne, głównie w inżynierii półprzewodnikowej i elektrycznej, gdyż mogą doprowadzić do uszkodzenia komponentów. Podpowiadamy, jak pozbyć się ładunku elektrostatycznego i zabezpieczyć produkty przed zniszczeniem.
Każda maszyna zawiera ruchome elementy, które powodują tarcie podczas użytkowania. W przeciwieństwie do metalu, elementy wykonane z odpornych na zużycie tworzyw iglidurowych nie muszą być dodatkowo smarowane (ponieważ zawierają stałe smary). Jednak polimery nie mogą rozproszyć wyładowań elektrostatycznych spowodowanych tarciem.
W inżynierii półprzewodnikowej i elektrycznej wyładowania elektrostatyczne z komponentów mogą prowadzić do trwałego uszkodzenia produktu, nawet jeśli wyładowania nie mogą wyczuć ludzie. Aby trwale chronić te elementy przed nieodwracalnym uszkodzeniem, konieczne jest kontrolowane rozładowanie. W związku z tym należy stosować materiały o określonych oporach powierzchniowych, które nie są ani izolacyjne, ani przewodzące, a jedynie antystatyczne lub rozpraszające ładunki elektrostatyczne.

Jak pozbyć się ładunku elektrostatycznego w komponentach z tworzyw sztucznych?
igus® wprowadza na rynek materiał SLS, który umożliwia addytywne wytwarzanie prototypów, części seryjnych i części zamiennych o właściwościach ESD – jest to iglidur® I8-ESD. Oprócz łańcuchów energetycznych, łożysk i półproduktów o właściwościach antystatycznych, Klienci mogą teraz kupować również szybko produkowane, pojedyncze elementy z tworzywa sztucznego ESD w postaci pojedynczych elementów lub serii.
Co wyróżnia materiał ESD?
Niebezpieczeństwo wyładowania elektrycznego jest ogólnie określane jako ESD (wyładowanie elektrostatyczne). Przyczyną wyładowania elektrostatycznego jest tarcie między dwoma materiałami izolacyjnymi. W życiu codziennym często spotykamy się z tym zjawiskiem fizycznym. Jest to np. uderzenie pioruna czy iskra przeskakująca podczas dotykania klamek lub chodzenia po wykładzinie w butach o plastikowej podeszwie. Rezystancja powierzchniowa dla obszaru ESD musi być zatem mniejsza niż 1012 i większa niż 106 Oma. W przeciwnym razie materiał będzie uważany za izolujący lub przewodzący.
W większości kart materiałowych właściwości elektryczne są określone przez wartości charakterystyczne. Rezystancja objętościowa (Ωxcm) i/lub podana jako rezystancja powierzchniowa (Ω). [Źródło: Wkład techniczny: ESD – niewidzialne zagrożenie, Dziennik ELV 04/2010, Matthias Schmidt]

Właściwości materiałowe iglidur® I8-ESD
Nowy materiał do spieku laserowego iglidur® I8-ESD opracowaliśmy z myślą o zastosowaniach, w których rozpraszające właściwości materiału elektrycznego mają na celu ochronę wrażliwych elementów elektronicznych. Oprócz przewodności, iglidur® I8-ESD ma wysoką odporność na ścieranie w porównaniu ze standardowym materiałem do drukarek 3D – PA12. Czyni go to idealnym do wszystkich zastosowań, w których należy unikać ładunków elektrostatycznych.
Wyjątkowe właściwości w skrócie:
- bezsmarowy i bezobsługowy,
- wysoka odporność na ścieranie,
- odprowadza ładunki elektrostatyczne (ESD),
- kolor: czarny,
- zwiększona sztywność,
- dostępny w postaci proszku SLS lub usługi drukowania 3D z wysyłką w ciągu 1-3 dni.
Pobierz kartę materiałową iglidur® I8-ESD
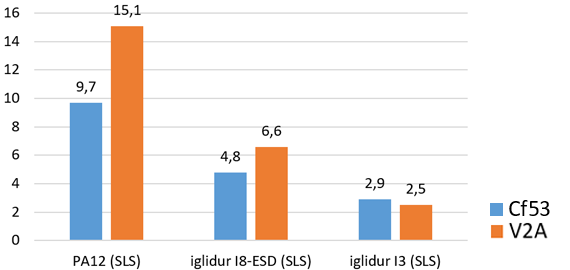
Podobnie jak wszystkie materiały iglidur®, iglidur® I8-ESD przetestowaliśmy w licznych testach pod względem współczynnika tarcia. Jego wysoką odporność na ścieranie iglidur® I8-ESD potwierdziliśmy w praktycznych testach zużycia. Zarówno w zastosowaniach liniowych, jak i obrotowych, iglidur® I8-ESD wykazuje 2-krotnie mniejszą szybkość zużycia niż zwykłe materiały SLS.
Test zużycia iglidur® I8-ESD
Zamów element próbny z igliduru I8 ESD i przetestuj go sam
Dlaczego przewodność jest ukierunkowana?
W większości materiałów, stosowanych w procesie spiekania laserowego na bazie proszku, właściwości mechaniczne są zależne od kierunku, tzn. anizotropowe. Na przykład, wytrzymałość na rozciąganie w płaszczyźnie XY jest często wielokrotnie lepsza niż w płaszczyźnie XZ/YZ wytwarzanej w kierunku narastania. W praktyce, wytrzymałość warstw w płaszczyźnie jest więc wyższa niż wytrzymałość pomiędzy warstwami.
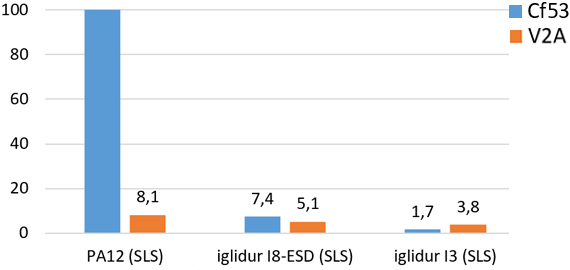
Oprócz stężenia wypełniaczy przewodzących prąd, przewodność elektryczna tworzyw sztucznych zależy od rozkładu cząstek w tworzywie. Specyficzne dla procesu spiekania laserowego nakładanie warstw za pomocą zgarniaczy prowadzi do zwiększonego wyrównania wypełniaczy i większej niejednorodności ich rozkładu. Zmierzona przewodność elektryczna w kierunku narastania jest więc niższa (wyższy opór powierzchniowy). W przypadku iglidur® I8-ESD, zależna od kierunku różnica w oporności objętościowej wynosi od 3,4*106 Ωxcm do 2,8*107 Ωxcm. Różnice te mieszczą się jednak w zakresie dla materiałów zdolnych do ESD.
Jak pozbyć się ładunku elektrostatycznego? Kup iglidur® I8-ESD lub zleć druk części
iglidur® I8-ESD nadaje się do obróbki na drukarce 3D. Można go więc kupić jako proszek SLS i poddać obróbce na własnych urządzeniach. Osoby, które nie posiadają własnej drukarki SLS lub potrzebują tylko kilku części, mogą zamówić komponenty w Usłudze druku 3D igus®. Realizacja wysyłki trwa 1-3 dni roboczych.
Prześlij CAD i poproś o niewiążącą ofertę
Masz pytania dotyczące igliduru I8-ESD lub potrzebujesz wsparcia w planowaniu projektu z nim. Napisz do nas, chętnie na nie odpowiemy.


