

Ze względu na strukturę warstw i produkcję bez narzędzi, części drukowane w 3D mają większą chropowatość powierzchni. Czy ma to wpływ na odporność części na zużycie?
Chropowatość powierzchni w druku 3D a współczynnik tarcia
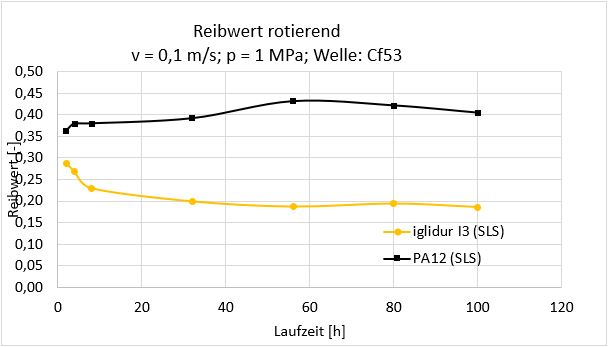
Większa chropowatość powierzchni może początkowo prowadzić do wyższego współczynnika tarcia, jednak po krótkim czasie powierzchnie współpracujące „zużywają się”, przez co chropowatość i współczynnik tarcia spadają. W związku z tym, wygładzanie powierzchni przed użyciem nie jest technicznie konieczne.
Wyraźnie widać to na wykresie, gdzie iglidur I3, w krótkim czasie po rozpoczęciu pracy, obniża współczynnik tarcia. Standardowe materiały do druku 3D, np. PA12, zachowują się inaczej, ponieważ nie są samosmarowalne (patrz poniższy wykres).
Niemniej jednak istnieją zastosowania, w których części są wygładzane po wytworzeniu. Następuje to w przypadku, gdy konieczne są:
- Zmniejszenie przyczepności brudu
- Lepszy wygląd
- Zwiększenie szczelności przenikania gazu (tylko przy wygładzaniu chemicznym)
- Lepsze współczynniki tarcia od samego początku działania elementu, by skrócić lub wyeliminować proces docierania
Jak wygładzić powierzchnię części z druku 3D?
Istnieją 3 metody poprawy powierzchni części drukowanych 3D:
- Obróbka mechaniczna
- Szlifowanie powierzchni/obróbka wibrościerna (trowalizacja)
- Polerowanie chemiczne
Obróbka mechaniczna
Części do drukowania 3D można obrabiać konwencjonalnymi metodami do obróbki elementów z tworzyw sztucznych poprzez frezowanie, toczenie, wiercenie i tarcie. Dzięki obróbce mechanicznej uzyskuje się znacznie lepszą powierzchnię i precyzję, jednak jej koszt, w porównaniu do innych metod, jest wysoki.
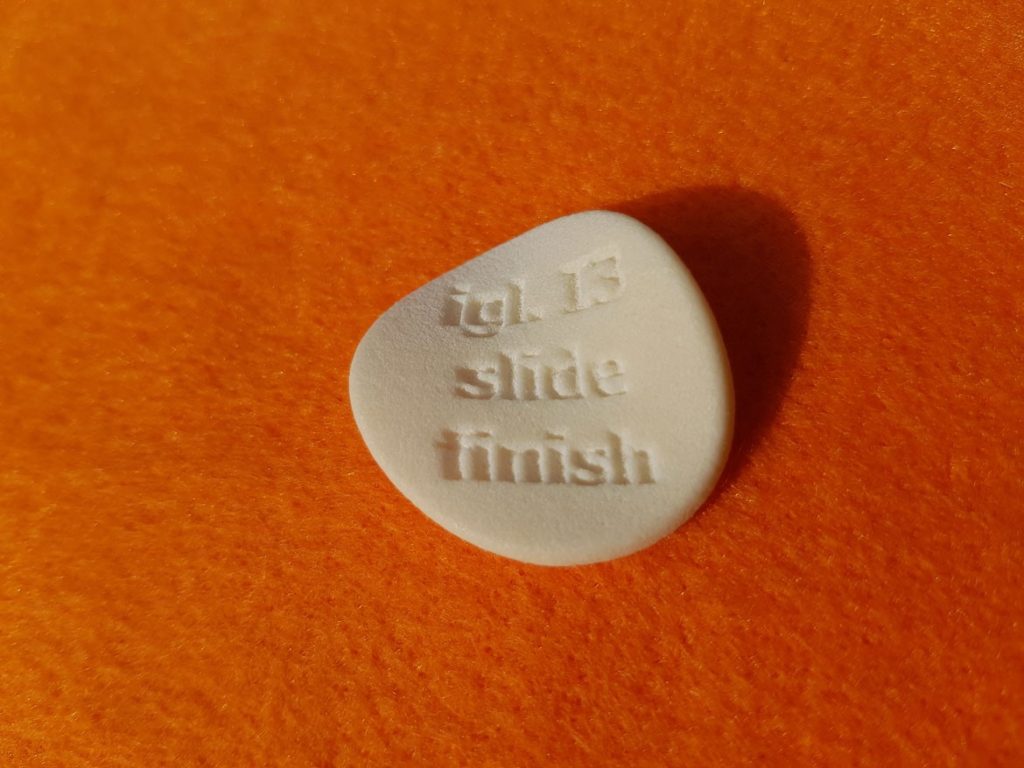
Szlifowanie powierzchni/obróbka wibrościerna
W przypadku szlifowania wibracyjnego elementy mają kontakt z ceramicznymi ściernicami i płynem chłodzącym w bębnie, który się obraca się. Względny ruch ściernic względem elementów usuwa niewielkie ilości tworzywa sztucznego z powierzchni elementu, w ten sposób go wygładzając.
Proces ten ma jednak ograniczenia pod względem wielkości i stabilności elementu. W związku z tym, że zbyt delikatne elementy zostałyby uszkodzone w procesie, zalecana jest minimalna grubość ścianki 1 mm.
W zależności od wielkości, kilkaset elementów może być przetwarzanych w jednym procesie. Jest to najtańsza metoda wygładzania elementów drukowanych 3D.
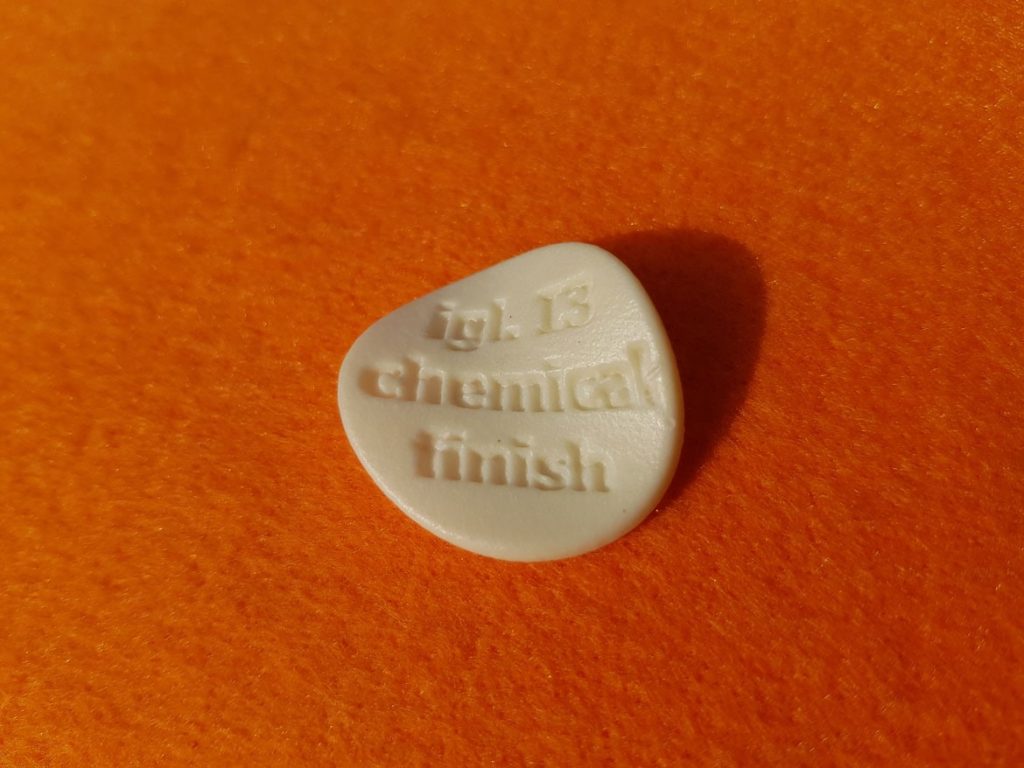
Polerowanie chemiczne
W tym procesie, składnik jest na krótko wystawiony na działanie pary chemicznej, aby wygładzić powierzchnię. Z reguły stosuje się tutaj chemikalia, w których zastosowane tworzywo sztuczne jest niestabilne. Umożliwia to wygładzenie powierzchni przy krótkim czasie ekspozycji. Koszty są wyższe niż w przypadku wykończenia wibracyjnego, jednak powierzchnie są wtedy również znacznie silniej wygładzone, a także nieco uszczelnione.


Dobór ściernicy i ewentualne problemy ze szlifowaniem (zwłaszcza z użyciem dużych szlifierek stacjonarnych) to temat rzeka i powód do wielu długich dyskusji i sporów .